Начиная с конца 80-х годов прошлого века, для европейских производителей деревянных оконных блоков наступили тяжелые времена. На их рынок доселе казавшийся неприкосновенным, активно проникли производители изделий из пластмасс, и стали продвигать на нем свои оконные блоки, изготовленные из полого экструдированного пластмассового профиля. К концу 90-х объем продаж таких оконных блоков составлял около 52%, а к прошлому году перевалил уже за 60%.
Производство оконных блоков из готового пластмассового профиля в отличие от деревянных, не требует никакого сложного и дорого оборудования, в особенности отделочного, и может быть организовано практически на любой площадке.
Этим и воспользовались наши начинающие бизнесмены, открывшие множество участков по изготовлению таких изделий и организовавших их довольно агрессивный сбыт. Население, уставшее чуть ли не ежегодно красить деревянные окна в своих квартирах и с наступлением зимы затыкать в них щели, стало с удовольствием устанавливать в своих квартирах пластмассовые оконные блоки, практически забыв о существовании деревянных.
Чтобы понять это, достаточно просто посмотреть сегодня на фасад любого дома с обновленными окнами. И этот беглый взгляд поможет заодно понять, насколько в стране велик спрос на оконные блоки. Население достаточно слабо разбирается в преимуществах и недостатках пластмассовых или деревянных оконных блоков.
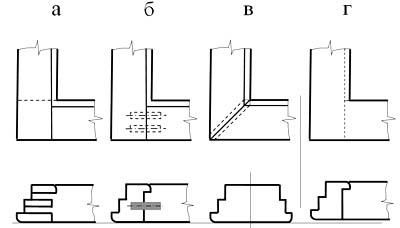
| Рис.1 Соединения рам в оконных блоках. а – на прямой (рамный) шип б – на шкантах, с фрезерованием контрпрофиля на торцах присоединяемых брусков в – на ус, на зубчатый шип г – Г-образное соединение на зубчатый шип |
Главное для него — чтобы через открытое окно не дуло, и чтобы в створке была форточка для проветривания. Популярность оконных блоков из пластмассы объясняется даже не тем, что их не нужно красить, и не их более низкой ценой, а тем, как построен сбыт и насколько малы сроки их поставки и монтажа по сравнению с деревянными — то есть умением изготовителя правильно организовать свои рекламу и работу с покупателем.
В стране закончилась эпоха возведения стандартных типовых домов, и наконец, стала явной необходимость в полном переоснащении ранее остроенного жилья новыми оконными блоками. Это заставляет изготовителей деревянных оконных блоков полностью отказаться от серийного производства стандартных изделий и перейти на выпуск продукции по заказу, подобно производителям пластмассовых.
Именно поэтому крупные предприятия, не только у нас в стране, но и в Европе, испытывали серьезные трудности со сбытом серийных изделий или просто закрывались.
Но уже лет пятнадцать как все чаще и чаще появляются новые изготовители, способные быстро изготовить изделия с нестандартными размерами, учитывающие требования покупателя и соответствующие архитектуре дома, где предполагается их установка.
Это происходит благодаря изменению ранее применявшихся технологий и использованию оборудования, отличающегося по своему построению от применявшегося ранее.
Вернемся к нашей истории.
Еще в начале 90-х годов многие изготовители деревянных оконных блоков использовали для своих изделий цельные бруски древесины. Это приводило к тому, что в процессе эксплуатации их рамы коробились и могли растрескиваться, плотность притвора между створками и коробкой нарушалась, окно начинало пропускать воздушный поток.
Уже в середине 90-х большинство отечественных изготовителей перешло к использованию для производства рам коробки и створок трехслойного клееного бруска, изготавливаемого на специализированных предприятиях. Это серьезно упростило технологию основной механической обработки в производстве деревянного оконного блока. Она практически свелась к операциям раскроя бруска на заготовки заданной длины, чистового фрезерования брусков створок по толщине с двух противоположных сторон и формирования внутреннего профиля створок, фрезерования заготовок брусков коробки с четырех сторон, и формирования шиповых соединений.
При этом определяющее значение имеет конструкция угловых соединений рам, составляющих оконный блок.
Существует множество видов угловых соединений брусковых деталей между собой, однако, сегодня в конструкциях оконных блоков используется всего четыре соединения (рис.1): на прямой (рамный) шип; на шкантах, с фрезерованием контрпрофиля на торцах присоединяемых брусков; на ус, на зубчатый шип; и Г-образное соединение на зубчатый шип, чаще всего используемое швейцарскими изготовителями оконных блоков, и из-за этого называемое во всей остальной в Европе «швейцарским».
Наибольшую сложность составляет изготовление створок оконного блока. Существует два способа их изготовления: фрезерование всего профиля брусков, составляющих раму, фрезерование шиповых соединений (или фрезерование контрпрофиля и сверление отверстий под шканты), и способ, при котором сначала фрезеруется внутренний профиль рамы, затем фрезеруются шипы и проушины (или контрпрофиль и отверстия под шканты), после чего производится сборка рамы и ее фрезерование (обгонка) по периметру с формированием необходимого профиля.
При этом современная технология предусматривает изготовление штапика одновременно с профилированием брусков рам створок. При небольших объемах производства для изготовления рам оконных блоков из клееного бруска, соединяемых на рамный шип, вполне достаточно торцовочной пилы и вертикального фрезерного станка с нижним расположением шпинделя, оснащенного шипорезной кареткой (рис.2). На нем с использованием соответствующего инструмента производится и продольное фрезерование профиля коробки и створок, и фрезерование шипов и проушин. Причем,
на этом же станке может производиться и обгонка рам по периметру.
Для получения более высокого качества продольной обработки целесообразно оснащение таких станков автоподатчиком, конструкция которого была впервые разработана немецкой фирмой Karl M. Reich (HOLZ-HER) еще в 1951 году, но принцип его работы и по сей день используется всеми изготовителями подобных подающих устройств.
Отечественными предприятиями долбление пазов под импост чаще всего не производится — у большинства наших изготовителей, не имеющих долбежных или цепнодолбежных станков, он закрепляется внутри рамы коробки с помощью гвоздей, а в раме створки (что требуется достаточно редко) — на шкантах.
Более мощные предприятия помимо торцовочного и фрезерного станков для профилирования брусков используют четырехсторонние родольно-фрезерные станки, а для фрезерования шипов и проушин – односторонние шипорезные станки.
Предприятия, использующие технологию с обгонкой рам по контуру после их сборки, применяют специальные четырехсторонние станки с распределенным механизмом подачи, не имеющие с левой стороны шпинделей и боковых прижимов для заготовок, что позволяет осуществлять проходную обработку (профилирование) этих рам со всех сторон последовательно, за четыре прохода. При этом верхние и нижние шпиндели этих станков выводятся в нерабочее положение.

| Рис.2 Станок вертикальный фрезерный с нижним расположением шпинделя, оснащенный шипорезной кареткой на узкой стороне рабочего стола |
Односторонние шипорезные станки как правило, оснащаются горизонтальным пильным суппортом для предварительного выравнивания торца, и вертикальными — с шипорезными фрезами и проушечными дисками. Эти же станки могут выполнять фрезерование на торцах заготовок зубчато-клиновых шипов под углом 45° для угловых соединений на ус.
Одна из разновидностей такого оборудования — станки, дополнительно оснащенные многошпиндельной сверлильной головкой, установленной в задней части станины, в зоне остановки движущейся возвратно-поступательно каретки. В таком станке фреза выполняет фрезерование контрпрофиля, а сверлильная головка производит сверление отверстий под шканты в торцах брусков.
На этом же станке производится и сверление сопрягаемых с ними отверстий в продольных кромках брусков рамы. Недостаток всех односторонних станков для фрезерования шиповых соединений и обгонки рам по контуру в том, что начальное базирование заготовки производится по обрабатываемой поверхности, что затрудняет получение точного размера обрабатываемой детали.
Этого недостатка лишены двухсторонние станки, обрабатывающие деталь одновременно с двух противоположных сторон. Станки проходного типа, предназначенные для торцевания заготовок с получением точного размера по длине называются концеравнительными, а специально оснащенные для фрезерования шипов и проушин — двухсторонними шипорезными. Аналогичные станки, предназначенные для обработки в размер щитовых деталей и прямоугольных рамных конструкций называются форматнообрезными или форматными. Принципиальное различие между форматнообрезными и двухсторонними шипорезными — в величине шага упоров на их подающих конвейерах.
У форматных станков этот шаг больше и должен превышать наибольший размер щитовой детали или рамы при обработке в продольном направлении, или эти упоры выполняются утапливаемыми. С каждой стороны форматнообрезного станка могут устанавливаться суппорты со шпинделями для подрезных и обрезных пил, фрез для фрезерования профиля, шлифовальные суппорты и т.д. недостаток двухсторонних станков — трудность настройки на размер за счет перемещения подвижной части станины с суппортами, что требует затрат времени. В современных станках эта проблема решена за счет применения моторного привода и системы автоматической настройки перемещения станины с суппортами в положение, соответствующее заданному размеру обработки.
Подобное оборудование в производстве оконных блоков используется для фрезерования шипов и проушин, значительно реже, — для обгонки рам по периметру, и только на предприятиях, серийно выпускающих изделия крупными партиями. Стремление добиться максимальной гибкости оборудования и снизить время, необходимое для его перенастройки на другие размеры обработки, привело к созданию так называемых угловых установок для обработки брусков, составляющих рамы коробки и створок оконного блока.
Первый патент на такую установку для производства оконных блоков, состоящую из двух расположенных под углом друг другу станков, ставшую предшественницей всех подобных угловых обрабатывающих центров, получила в 1968 году немецкая фирма Okoma (Окома). Изначально ее конструкция предполагала фрезерование зубчатых клиновых шипов для соединения рам на ус на зубчатые шипы (рис. 1г).
Продолжение следует...
Дмитрий Ольгин, специалист




















































