В деревянном домостроении клеи используются, в частности, для крепления паркета к бетону и другим панелям, на которые укладывается паркет, для склеивания стыков между периметром и элементами пола при укладке плавающих полов и при ремонте.

Они подразделяются на:
1. Клеи в водной дисперсии
На основе поливинилацетата, модифицированные введением пластификаторов. Эти клеи делятся на разные категории в зависимости от скорости схватывания и содержания воды
2.Клеи в спиртовом растворе
Эти клеи производятся из синтетических смол, растворенных в смеси органических растворителей (главным образом, этилового спирта), и модифицируются введением пластификаторов
3. Двухкомпонентные клеи
Это эпоксидно-полиуретановые клеи, формируемые жидкими смолами (компонент А), модифицируемыми различными добавками и усиливающими компонентами, и отвердителями (компонент В с низким процентным содержанием), способным реагировать с жидкими смолами
4. Клеи для плавающих настилов
Виниловый клей для соединения стыков по периметру, он может быть различного качества в зависимости от своей водостойкости (D2 или D3). Или однокомпонентный полиуретановый клей, который наносится как небольшие очень упругие шнуры
Глава III.
Технологии нанесения клеев
НАНЕСЕНИЕ КЛЕЯ
Нанесение связующего материала часто является очень важной фазой при кустарном производстве. Используются различные методики в соответствии с типом используемой технологии; это может быть либо простейшее нанесение вручную с помощью лопаток с зубцами или кистей, либо довольно сложные способы, такие как:
- Наесение посредством роликового распределительного устройства
- Нанесение посредством RALCA
- Нанесение посредством покрывающего устройства
- Нанесение распылением
- Нанесение посредсвом формирования пены
Нанесение посредством роликового распределительного устройства
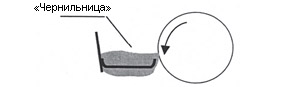
Нанесение клея (например, на доски из прессованных опилок) на плоские поверхности довольно легко осуществлять, пропуская эти поверхности через два распределительных ролика, пропитанных используемым клеем. Еще два ролика, меньшего диаметра, расположенные рядом и вращающиеся навстречу первым двум роликам, образуют «чернильницу», в которой собирается распределяемый связующий материал.
Схематическое представление распределительного устройства с четырьмя роликами.Схематическое представление измерительного ролика, вращающегося в противоположном направлении относительно распределительного ролика. При приближении или удалении измерительных роликов по отношению к распределительным роликам можно изменять количество наносимого клея.
Узел измерительного и распределительного роликов, собираемый на соответствующей опоре, формирует устройство, называемое распределительным устройством.
Более упрощенной версией такого устройства является устройство распределения клея с маленьким резервуаром, где «чернильница» формируется в небольшом металлическом резервуаре, расположенном рядом с роликом. Недостатком такого типа распределительного устройства является меньшая измерительная точность и быстрое изнашивание поверхности распределительного ролика по сравнению с первым типом.
Схематическое представление распределителя с резервуаром. Поэтому мы остановимся на распределительных устройствах с двумя роликами и с четырьмя роликами, два из которых являются распределительными роликами. Распределительные устройства с двумя роликами обычно применяются для производства малых партий. Измерение клея производится регулировкой скрепера с помощью эксцентрика.
Пространство, называемое «чернильницей», расположенное между скрепером и цилиндром, находится напротив стороны, через которую льется клей. Цилиндры могут также регулироваться по высоте в соответствии с толщиной подложки.
Обычно при таких условиях нельзя измерить менее 100-120 г/м2 связующего вещества при скорости около 30 м/мин. Очень точное измерение количества клея можно получить при использовании распределительного устройства с четырьмя роликами, когда пара распределительных роликов имеет характерные канавки, а вторая пара измерительных роликов – идеально гладкую поверхность.
Изменение расстояния между распределительными роликами производится микрометрическими винтами либо вручную, либо с помощью двигателя. Регулировка измерительных роликов производится механически или пневматически с помощью сжатого воздуха, что дает возможность поддерживать условия нанесения клея с высоким постоянством.
Внешняя поверхность распределительных роликов изготавливается из кислотостойкой резины, с твердостью 70-80 по Шору; эти ролики имеют канавки, которые называются «линейками». Вес связующего вещества зависит от характеристик таких «линеек» (длина и глубина) и от их количества. Элементами, характеризующими нарезку, являются траектория «А» и глубина «В». Чем больше «А», тем более заполнена клеем распределительная линейка.
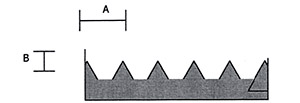
Схематическое представление профиля распределительного элемента. Шаг зависит также и от глубины канавок. Чем глубже канавка, тем больше клея распределяется. Количество клея, наносимого во время распределения, зависит от размера полой области.
Стандартный шаг обычно 1,25 мм, что соответствует двенадцати канавкам на дюйм. Такой шаг обычно используется при осуществлении фанеровки. Когда изготавливаются ячеистые элементы, что требует большего количества клея, используют шаг шире, порядка 14 канавок на дюйм. С шагом 1,25 мм и глубиной канавок 0,35 мм максимально наносимое количество продукта – 250 г/м2.
Чтобы наносить большее количество клея, от 250 до 300 г/м2, нужно применять другие системы распределения, такие как «распыление» или «обратное нанесение». В системе обратного нанесения ролики поворачиваются в обратном направлении относительно панели и клей распределяется только по одной стороне. В системе распыления должна выдерживаться обязательная минимальная скорость, так как в противном случае будет нанесено слишком много клея.
При нанесении малых количеств клея для точной регулировки должны применяться гладкие ролики. Примером этого является тонкая бумага, на которую наносится 40-50 г/м2. Идеально гладкие ролики также используются для технологии склеивания «влажного по влажному», где количество наносимого отвердителя обычно лежит в диапазоне 8–12 г/м2.
Количество наносимого клея также очень варьируется в зависимости от картины канавок на ролике, скорости подачи элемента и давления распределительных роликов на подложку. Чем больше скорость подачи, тем больше наносится клея. При низких скоростях, в действительности, клей накапливается на распределительном ролике при поступлении рабочей детали, что способствует уменьшению расхода клея.
При всех других равных условиях количество расходуемого клея зависит от вязкости клея. Связующие вещества с большей вязкостью расходуются больше, чем связующие вещества с низкой вязкостью. Состояние подложки также должно учитываться, когда вы решаете, сколько клея вам потребуется.
Например, особенно пористые подложки вбирают в себя больше клея, а неровные подложки вызывают неравномерное распределение. Поэтому при расчете необходимого количества клея для получения хорошего конечного результата нужно принимать во внимание состояние подложки.
Продолжение следует




















































