Описание технологического процесса производства ДТГ
Накоплен значительный технологический опыт работы с древесным сырьем. Совместно с иностранными компаниями отработаны технологические параметры процесса производства ДТГ. Ниже приведено описание технологии их производства. Процесс производства древесных гранул в России строится по следующей схеме:
- Измельчение
- Сушка
- Доизмельчение
- Водоподготовка
- Прессование
- Охлаждение
- Фасовка и упаковка
Есть варианты различных схем производства. Как правило, они считаются "ноу-хау", поэтому не публикуются и не обнародуются. На предприятиях Европы и Скандинавии, выпускающих ДТГ ограничивают доступ посетителей, производители и поставщики оборудования также связаны обязательствами о неразглашении коммерческой тайны.
Рассмотрим подробнее каждый этап производства:
- Измельчение древесного сырья. Рубительные машины (Дробилки) измельчают древесное сырьё до фракции с размерами не более 25х25х2 мм для дальнейшей сушки. Оптимально для снижения энергозатрат на сушку целесообразно измельчать до более мелкой фракции.
- Сушка. Древесное сырье перед прессованием должно иметь влажность 10 % ± 2 %. Сырье с большей или меньшей влажностью, требует доувлажнения или дополнительной сушки. Сушилки делятся 2 типа: барабанного и ленточного. Ленточного типа дороже, но безопасней. Сушилки по типу применяемого сушильного агента подразделяются на сушилки на топочных газах, горячем воздухе и водяном паре. А по типу применяемого вида топлива для производства ДТГ: газовые и древесные отходы.
- Доизмельчение сухого сырья. Для устойчивой работы пресса входная фракция должна быть не более 4 мм. Такую фракцию может обеспечить молотковая мельница, стружечный станок или дезинтегратор. Убедительный совет - покупать данное оборудование у того же производителя, который производит пресс.
- Водоподготовка. Сырье с влажностью менее 8% плохо поддается прессованию. Поэтому требуется, устройство дополнительного увлажнения сырья. Лучший вариант - это шнековые смесители, имеющие возможность подачи воды или пара. Убедительный совет - покупать смесители у того же производителя, который производит пресс. Пар применяют для снижения прочности и увеличения пластичности древесного сырья твердых пород. Прессы некоторых производителей из-за конструктивных особенностей не требуют добавления пара.
Некоторые применяют пар для старого, слежавшегося сырья. Предупреждаем, что с таким сырьем Вы не получите гранулы хорошего качества.
Вы заметили в схеме самого производства (схема №1) разграничение массы сырья по прессу. До пресса все сырье называется мусором, после пресса - топливом и продукцией имеющей коммерческую ценность, и вот почему:
- Пресс для гранулирования - это сердце всего производства ДТГ. Пресс - это главное в гранулировании. От его работы зависит жизнь всего предприятия. Поэтому к выбору пресса для гранулирования отнеситесь со всей ответственностью!
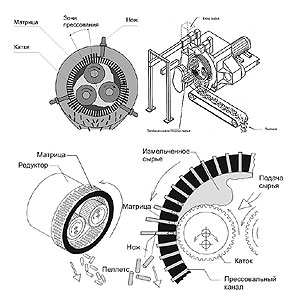
Рассматривая прессы, как ни странно мы начнем с матриц. Потому что, прессы для гранулирования, конструктивно различаются по видам матриц.
Итак, есть два вида:
На схемах просто и доступно показана работа пресса с круглыми матрицами. Сырье на данный вид пресса подается шнеками принудительно.


Пресс с круглой матрицей разрабатывался для комбикормовой, пищевой и химической промышленности. А пресс с плоской матрицей (Компании Amandus KAHL) изначально для утилизации промышленных и бытовых твердых отходов. На сегодняшний день прессы обеих модификаций, используемые в гранулировании, работают по одинаковому принципу. Бегущие катки создают контактное напряжение смятия сырья на матрице, и через отверстия в матрице продавливают сырье, которое обрезается ножами. Прессы выполнены из особо прочных материалов с жесткими мощными корпусами. Матрица и катки изготовлены из специальных закаленных износостойких сплавов. Гранулирование древесины, как материала имеющего высокую плотность, требует повышенного усилия для прессования. При прессовании происходит уплотнение древесного сырья до 3 раз. Удельное потребление электроэнергии составляет от 30 до 50 кВт в час на тонну. Из-за сил трения и адиабатических процессов, происходящих при резком сжатии сырья, температура в рабочей зоне пресса достигает 100°С.
- Охлаждение. Чем выше усилия прессования и выше температура сырья, тем лучше гранулы по качеству. При увеличении температуры прессования свыше 120°С происходят необратимые процессы в гранулируемом сырье, которые приводят к ухудшению качества гранул. Охлаждение необходимо для кондиционирования гранул после прессования. У хороших производителей оборудования в технологическом процессе, после охладителя существуют системы для очистки готовых гранул от пыли, что существенно улучшает качество выпускаемой продукции. Убедительный совет - покупать системы кондиционирования у того же производителя, который производит основное технологическое оборудование.
- Фасовка и упаковка. Фасовка и упаковка топливных гранул зависит от того, какая система хранения существует у потребителя. Возможны варианты:
- в свободном виде - насыпью
- в мешках биг-бэг, от 500 до 1200 кг
- в мелкой расфасовке по 10…20 кг.
Александрова Светлана,
исполнительный директор ООО "ИВТех"
P.S. (в дальнейшем мы рассмотрим прочие аспекты производства пеллет, включая финансовые. Ред.)




















































