Продолжение. Начало в № 53, 54.
Зона рабочей проковки
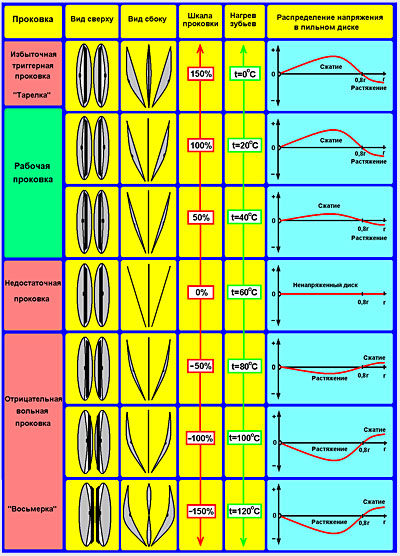
Рабочей проковкой является такое распределение напряжений в пильном диске, при котором диск воспринимает рабочий нагрев от работы резания и силы центробежного ускорения без нарушения формы плоского упругого равновесия. В этом случае текущая проковка пильного диска не выходит из диапазона шкалы проковки от +100% до - 100%. Только в этом диапазоне пила остается плоской. Смотри таблицу. Хотя на краях диапазона отмечается возникновение нестабильных автоколебаний пильного диска.
Определения рабочей проковки является главным вопросом пилоправной подготовки пильного диска для конкретных условий работы. Но на самом деле имеется зона рабочей проковки, в которой пила может успешно выполнять работу резания. Причем крайние значения этой зоны разные для пил различного назначения и условий их работы.
Привожу некоторые конкретные рекомендации для монолитных стальных пил:
Торцовочные пилы. Находятся в резе не долго и, как правило, не успевают сильно нагреться. Они не имеют направляющих в подвенечной зоне и поэтому должны иметь большую поперечную устойчивость. А большая проковка снижает поперечную устойчивость, при этом увеличивая стойкость пилы к интенсивному нагреву. Для торцовочных пил излишняя проковка вредна, достаточно 30-50%.
Пилы с плавающей посадкой. Всегда интенсивно охлаждаются СОЖ через широкие направляющие. Как правило, имеют пониженную толщину диска. Тоже интенсивно не перегреваются. Требуют проковки в пределах 50-70%.
Пилы с жесткой, фланцевой посадкой. Они бывают разные.
Пилы, которые пилят без направляющих, например, на двухвальных многопилах, имеют увеличенную для своего диаметра толщину. Делается это, что бы скомпенсировать потерю поперечной устойчивости от большого количества прорезей для термокомпенсаторов и стабилизирующих ножей. Такие пилы то же требуют проковки, но небольшой. В пределах 20%-40%.
Пилы, работающие на многопилах, оборудованных передними направляющими, даже если пилы выступают над распиливаемым материалом, должны иметь большой запас по перегреву подвенечной зоны и соответственно проковку в пределах 60-90%. Они могут иметь уменьшенную толщину, при условии малых торцевых биений посадочного фланца и грамотной регулировке передних направляющих.
Пилы большого диаметра сверхтонкого класса, применяемые на бревнопильных станках типа "Кара" и "Магистраль", оборудованных регулируемыми передними направляющими, при работе полностью "тонут" в пропиле. Данные пилы работают без смазки в самых жестких условиях температурного перегрева. Соответственно они требуют самых глубоких, возможно достижимых проковок. В зависимости от времени года и уличной температуры. Зимой 60-95%. Летом 70-105% проковки.
Летом пила симметрично прокованная до 105%, ставится на станок в чашеобразном состоянии. А прямолинейный пропил может быть выполнен только плоской пилой. В процессе разгона пилы, за счет действия центробежных сил текущая проковка пильного диска уменьшается, повышается поперечная устойчивость. Как говорят профессионалы "Пила распрямляет крылья".
Исходная проковка
Исходная проковка всегда должна находиться в зоне рабочей проковки. Переход за края зоны чреват потерей работоспособности пильного диска и ухудшением геометрии распиливаемых лесоматериалов.
Исходная проковка в процессе длительной работы пилы каждый день постепенно уменьшается. Работающий пильный диск постепенно теряет два пилоправных ресурса: правку и проковку. Во время очередного обслуживания, крайне целесообразно не только выправить пильный диск, но и придать ему максимально возможную величину проковки. В пределах верхней границы зоны рабочей проковки. Даже ровный, хорошо работающий пильный диск следует направить на пилоправное обслуживание по причине снижения проковки до нижней границы ее диапазона.
Пример. Стальная пила диаметром 1 метр на станке типа "Кара" и "Магистраль" способна распилить до следующего пилоправного обслуживания 400-500 кубометров круглого леса. При этом она теряет до 20% проковки. Учитывая то, что пила затачивается на бревнопильном станке с помощью заточного приспособления только по передней грани, ее зубья истончаются. Во время очередного обслуживания пила требует осаживания по диаметру на 20-30 мм для формирования полновесных зубьев с помощью заточного станка. При этом срезается внешняя часть подвенечной зоны пилы, что приводит к дополнительному снижению проковки еще на 20-30%. В итоге приходится поднимать проковку пильного диска на 40-50% до верхнего уровня зоны рабочей проковки. Зимой до 90-95%. Если проковка будет меньше, пила распилит меньшее количество пиловочника и значительно быстрее вернется на дополнительную проковку.
Чем сильнее прокована круглая пила, тем больший запас она имеет по перегреву подвенечной зоны. А запас вещь необходимая.
Пример. При штатном нагреве подвенечной зоны 100%-но прокованной метровой пилы на температуру 100 градусов, она еще останется работоспособной, и будет иметь форму плоского упругого равновесия и достигнет значения минус 100% проковки. Смотри таблицу.
Тогда как эта же пила имеющая проковку 60%, даже при нагреве на 80 градусов неминуемо примет форму глубокой восьмерки! Т.к. достигнет значения минус 150% проковки. Смотри таблицу.
Как уже отмечалось, текущее значение проковки пилы плавает во время пиления и соответственно нагрева подвенечной зоны от работы резания зубьев. Вверх и вниз по шкале проковки. Если текущая проковка не опускается ниже отметки в минус 100%, то пила остается плоской, а если опускается - пила превращается в восьмерку и глубоко зарезается в древесину. Иногда пилы топорами приходится вырубать из бревна! Причем, заметьте, речь идет о выправленных и отсимметрированных пилах. У которых, имеется лишь один недостаток - недостаточная проковка!
Самостоятельное определение исходной проковки
Приведенная в этой статье шкала проковки является универсальной. Она учитывает все параметры пильного диска! И имеет исключительное значение для самостоятельного определения пилоправом необходимой степени проковки стальных дисков без стабилизирующих ножей. Если пилоправ не знает, до какого значения необходимо ковать данный конкретный диск, нужно симметрично проковать диск до 100% проковки, т.е. до момента перехода в триггерное состояние.
Затем произвести замер стрелы прогиба в 50-ти мм от центра пилы по трем точкам напротив опорных кулачков с каждой стороны пильного диска и усреднить полученный результат. Полученное значение стрелы прогиба и будет являться инструментальным показателем 100%-й проковки пильного диска. А теперь в зависимости от назначения и условий работы пильного диска необходимо осмысленно подобрать требуемую проковку.
Диски, имеющие стабилизирующие (зачистные) ножи и большое количество термокомпенсирующих прорезей доводить до 100% проковки нельзя. Зона рабочей проковки таких дисков находится в диапазоне 20-40%. Проковав эти диски до 100% их можно просто сломать. В данном случае, проковку следует подобрать методом постепенного увеличения до получения приемлемой геометрии пиломатериалов. Или подобрать проковку, используя новые диски в качестве образца. Хотя российские производители часто изготавливают подобные пилы недостаточно прокованными.
Влияние на проковку сил центробежного ускорения
Некоторым теоретикам старой школы свойственно преувеличивать влияние сил центробежного ускорения на проковку пильного диска. Реально же, силы центробежного ускорения снижают проковку пильного диска во много раз меньше, чем нагрев подвенечной зоны.
Например, исходно прокованная до 105% метровая пила, во вращении будет иметь текущую проковку чуть менее 100%. Если же проковать пильный диск до 115 процентов, силы центробежного ускорения уже не в состоянии понизить текущую проковку пильного диска ниже рабочего уровня в 100%.
Такой перепрокованный пильный диск будет испытывать на холостом ходу периодические автоколебания и не даст ровного пропила. Но когда он прогреется от работы резания, и текущая проковка понизится ниже 100%, он начнет пилить прямолинейно.
В свою очередь интенсивный нагрев подвенечной зоны способен перевести знак проковки пилы вплоть до минус 300%! И превратить пильный диск метровой пилы в восьмерку с глубиной крыла до 100 мм!
Это однозначно доказывает, что влияние сил центробежного ускорения на работу пильного диска незначительно и в ряде случаев им можно просто пренебречь.
Предел увеличения напряжения в пильном диске
Как видно из графика распределения напряжения в пильном диске увеличение напряжения сжатия и напряжения растяжения наблюдается только до величины проковки плюс и минус 100%. Дальнейшее увеличение проковки приводит к изменению формы пильного диска. Напряжения качественно меняются, они становятся несимметричными по отношению к плоскости пильного диска. На одной его стороне больше, а на другой меньше. Диск становится несимметричным, несмотря на то, что исходные усилия были приложены с обеих сторон одинаково!
Надеюсь, что эта статья поможет вам в понимании процессов происходящих в круглых пилах и облегчит их пилоправную подготовку к работе.
В.В. Кучеров,
директор «Уральской школы пилоправов»
им. Н.К.Якунина




















































