Продолжение. Начало в №64
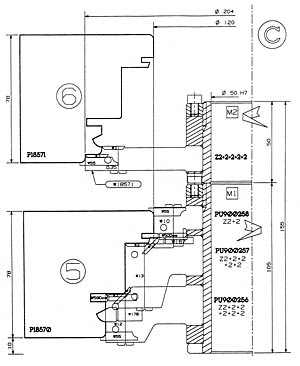
Сегодняшнее деревянное окно, отвечающее современным требованиям (технологическим, эргономическим, санитарным, строительным, экологическим, противопожарным и т. д.) — это довольно сложное изделие. Многие изготовители окон предпочитают называть их оконными системами. Справедливость такого подхода может быть продемонстрирована на примере только одного фрагмента многостраничной технической документации на изготовление окна, к примеру, так называемого «семьдесят восьмого профиля» [1], который можно видеть на рисунке 1. Основу такой системы составляет, конечно же, оконный блок: рама со створками.
Конструкция оконного блока
Конструкция окна прошла многовековую эволюцию, и с тех пор, как окна стали открывающимися, необходимость точного соблюдения взаимосвязанных размеров всегда требовала от плотников высокой квалификации. Оконные мастера давно занимают в плотницкой иерархии места не ниже, чем мебельщики.
Развитие промышленности облегчило труд человека, дав ему возможность машинной обработки древесины. Но требования к точности не снизились ни на йоту, а напротив, только повышались. Так же повышались и требования к производительности. Бурный рост городов [2], развитие массовой многоэтажной застройки требовали все большего и большего количества окон. А становление буржуазии в начале XIX века [3] вызвало массовое стремление к индивидуальности строений, в том числе к их внешнему облику, во многом определяемому расположением и конфигурацией окон. Таким образом, перед изготовителями окон встала противоречивая задача: обеспечить как массовое производство окон, так и производство малых серий.
Когда закончилась вторая мировая война, Европа начала отстраиваться заново. Как и другие страны, непосредственно участвовавшие в войне, Италию этот процесс тоже не обошел стороной. Бомбардировки союзников серьезно потрепали итальянские города: к примеру, в конце войны самолеты только Британских ВВС делали по четыре вылета в день [4]. Война закончилась, и по мере того, как мирная жизнь налаживалась, в стране начался настоящий строительный бум. Строители не могли нарадоваться количеству заказов. А итальянские плотники просто сбивались с ног — во время массированных бомбардировок больше всего пострадали окна домов. Простенькие фуговальные и фрезерные станки не справлялись.
Поэтому не удивительно, что в 1947-м году предприимчивый итальянец Анджело Коломбо основал машиностроительную фабрику, главной задачей которой стало производство станков для изготовления оконных и дверных рам. С тех пор компания «Colombo» не изменяет профилю деятельности, заложенному ее создателем, и выпускает высококачественные станки для производства деревянных окон. О них и пойдет речь в этой статье.
Из небольшой фабрики производство «Colombo» выросло в крупное современное предприятие, выпускающее широкую гамму оборудования: шипорезные станки с ручным и автоматическим управлением, двусторонние шипорезные станки, профилирующие станки с ЧПУ, обрабатывающие центры с компьютерным управлением и автоматизированные линии для производства оконных и дверных блоков.
Из всего вышеперечисленного нас, в рамках данной статьи, больше всего интересуют так называемые «угловые» обрабатывающие центры с компьютерным управлением. Что значит «угловые»? Почему именно они? Сейчас разберемся.
Как мы уже убедились, профиль деревянной створки сложен. Он изобилует многочисленными пазами, необходимыми для установки стекла и/или одного или нескольких стеклопакетов, уплотнителей разной формы, алюминиевых профилей, сложной запорной фурнитуры и пр. При этом глубина и ширина пазов различна, а значит, различается величина съёма материала при их изготовлении, а стало быть, и требования к машинной обработке тоже разные.
Таким образом, мы сталкиваемся с необходимостью использования достаточно большого набора инструментов. Смена рабочего инструмента на фрезерном станке занимает определенное время и не способствует увеличению производительности процесса.
Процесс изготовления оконных блоков
Процесс изготовления составляющих деревянной оконной рамы состоит, грубо говоря, из трех этапов: формирование соединений «шип-паз», формирование наружных и внутренних профилей створок и рамы, формирование пазов под фурнитуру. Далее следуют сборка, отделка и установка остекления, но эти три операции не входят в сферу интересов компании «Коломбо», которая мудро решила сосредоточиться на своей специализации.
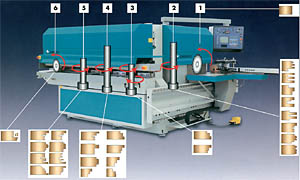
А она такова: объединить три вышеперечисленные базовые операции в одной точке пространства, да так, чтобы исключить необходимость частой смены рабочего инструмента и свести к минимуму пресловутый «человеческий фактор», сведя управление операциями рабочего цикла к получению управляющих сигналов от заранее запрограммированного устройства. В ходе непрерывного совершенствования конструкции (в том числе и по предложениям, поступающим от давнего российского партнера — компании «Глобал Эдж») станки получили современный вид, который мы и рассмотрим на примере станка модели GАМ33 (рис. 2).
[1] Tolerances generales de forme et de position suivant. Материал предоставлен фирмой «ELBE», Франция.
[2] Социальная история средневековья. Т.II. Деревня и город позднего средневековья. Под ред. Е.А.Косминского и А.Д.Удальцова. М.-Л., Госиздат, 1927.
[3]«Историография нового времени стран Европы и Америки». М.: 1967.
[4] Denis Richards and Hilary Saunders. Royal Air Force 1939-1945. London.
Продолжение следует




















































