Проковка пил пилоправами
Рабочая проковка. Проковка подбирается пилоправом исходя из своего опыта. Для лета и больших диаметров пил, она может быть триггерная – 105% (Диск с триггерной проковкой имеет два устойчивых состояния). Для зимы 70-90%. А для пил диаметром около 60-70 см не более 70-80%. Для плавающих пил с водяным охлаждением около 50%. Чем больше рабочая проковка пильного диска, тем больший перегрев может выдержать подвенечная зона круглой пилы без потери формы плоского упругого равновесия. Большие проковки можно рекомендовать для использования только на станках имеющих нормальные торцевые биения пильного вала.
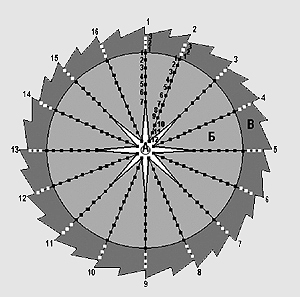
Начальная проковка. Пильный диск размечается, как показано на Рис.2. Зона «Б», внутри «звезда Давида», начиная с 2-х сантиметров от центрового отверстия во фланцевой зоне, а на периферии пилы до 1/10 диаметра отложенной от дна междузубной впадины. На новых пилах приходится увеличивать проковку на 80-90%. В этом случае куем на голой наковальне с обеих сторон в полную силу, иногда дважды и трижды, размечая сектора проковки между предыдущими секторами, чтобы не травмировать тело пилы ударами по одним и тем же точкам. Боек косяка или перекрестного молотка при любой проковке располагаем вдоль радиуса пилы. Количество точек от «5 на 9», до «7 на 12» в зоне «Б» (Рис.2). В зависимости от диаметра пилы. После достижения 70-80% проковки, приступаем к симметрированию и правке пильного диска. Затем необходим контроль величины проковки и окончательное симметрирование. А может потребоваться и дополнительная проковка.
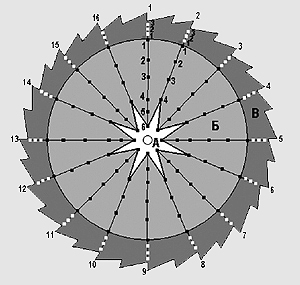
Дополнительная проковка. Делается на голой наковальне в зоне «Б» (Рис.1) Количество точек пилоправ должен подобрать самостоятельно. Например, 4 на 6 точек. Исходя из силы удара, веса молотка, толщины и диаметра пилы, величины допроковки и температуры при которой будет работать пила. При небольшой дополнительной проковке, приближать точки разметки к центровому отверстию не следует.
Полная и триггерная проковка. Применяется на пилах большого диаметра (0,9-1,2 м) для станков Кара, Лаймет, Молома, Магистраль, ЦДС, работающих в летних условиях при температуре выше плюс 20-ти градусов. Проковка делается полной – 95-100% или триггерной – 105%. При триггерной проковке пила поставленная на пол вертикально, наклоняется от себя и к себе. Центр пилы при этом проваливается при одинаковом наклоне от себя и к себе на угол 5-7 градусов от вертикали. Такая пила поставленная на пильный вал так же имеет два устойчивых состояния. Но при вращении за счет действия центробежных сил она принимает форму плоского упругого равновесия, и дает прямолинейный пропил. Разметка для полной проковки изображена на рис.2.
Излишняя проковка. Снимают излишнюю проковку ударами косяка или перекрестного молотка в подвенечной зоне «В», располагая боек по ее радиусу с обеих сторон пильного диска. Разметку подвенечной зоны пилы производят, как показано на рис.1, по 16 секторам, углубляясь, не более чем на 1/10 диаметра пилы от межзубной впадины. Для снятия сильной перепроковки достаточно разметить по две – три точки на 16-ти секторах и проковать пилу в полсилы с обеих сторон. (Зона «В» точки 1,2,3).
Легкая перепроковка снимается ударами в четверть силы. По одной точке на 16-ти секторах с обеих сторон пилы. (Точка 2 зоны «В») Удаляя излишнюю проковку, нельзя уменьшать количество секторов менее 16-ти и увеличивать силу удара более чем в полсилы. Можно лишь увеличивать количество секторов и уменьшать силу ударов. Если перепроковку не удалось снять за один раз, необходимо разметить между предыдущими секторами еще 16 секторов и повторить серию ударов снова. В итоге получится разметка в 32 сектора. Операция удаления чрезмерной проковки очень деликатная. Для удаления излишней проковки требуется энергии в десять раз меньше, чем для ее создания, помните об этом!
Неравномерная проковка – восьмерка. Появляется по следующим причинам:
Недопрокованная фланцевая зона. Возникает при интенсивной проковке пильного диска сегментным способом. Как показано на рис.1. Недопрокованная фланцевая зона тянет на себя волнами всю пилу. Проявляется в виде восьмерки с подвижными и легкими крыльями. Пила ведет себя словно «кисель». При укладке на три точки центр пильного диска зона «А» слегка приподнят выше зоны «Б». Исправляется с помощью легкой допроковки зоны «А». Необходимо продлить длинные линии «звезды Давида» вглубь фланцевой зоны на 8-ми секторах и проковать по 2-3 точки с обеих сторон пильного диска в зоне фланца. Как показано во фланцевой зоне «А» на рис.2.
Сильно ослабленная подвенечная зона. Возникает в случае чрезмерного ослабления пилоправом подвенечной зоны или после интенсивной заточки и формирования зубьев пилы. Причиной так же могут быть сильные прижоги в зоне «Б» пильного диска. Перепрокованная подвенечная зона тянет на себя волнами всю пилу. То же «кисель» и восьмерка. Прикладывая радиусную линейку к радиусу пилы, имеем равномерный зазор. При укладке на три точки наблюдаем либо прилегание диаметральной линейки к пильному диску, либо при повороте нормальную стрелу прогиба. Исправляется с помощью вальцевания или проковки пильного диска любым способом в зоне «Б».
СИММЕТРИРОВАНИЕ
Внимание! Симметрирование пильного диска производится только на голой плоской наковальне! Или на выпуклой наковальне, если кривизна диска слишком велика.
Самым точным способом определения симметрии пильного диска является визуальная оценка световой щели между, стоящим вертикально пильным диском и диаметральной линейкой. Этот способ применяется для симметрирования пил, имеющих проковку от 0 до 99%. Менее точным способом оценки симметрии является измерение стрелы прогиба с разных сторон пильного диска с усреднением трех измерений с каждой стороны. Для симметрирования непрокованного пильного диска требуется значительно больше энергии, чем для хорошо прокованного. Хорошо прокованный диск симметрируется исключительно легкими ударами.
Симметрирование оптимально прокованной пилы.
Эту операцию необходимо сделать так, что бы не уменьшить, и не увеличить общей проковки. Для этого куем в четверть силы сразу в обеих зонах. В зоне «Б» увеличения проковки и в зоне «В» уменьшения проковки. Например, точка 3 зоны «Б» и точка 2 зоны «В» (Рис.2). Или только точка 1 зоны «Б» (Рис.2)
Симметрирование перепрокованной пилы.
Бывает достаточно проковать пилу в подвенечной зоне «В» ударами в четверть силы с выпуклой стороны. Например, в точке 2 зоны «В» по всем 16-ти секторам. Одновременно снимая проковку и симметрируя пильный диск.
Однако зачастую этого бывает недостаточно. Тогда сначала снимаем излишнюю проковку. Например, в точках 1 и 3 в зоне «В» с обеих сторон пильного диска в половину или четверть силы. А затем симметрируем, как недопрокованную пилу.




















































