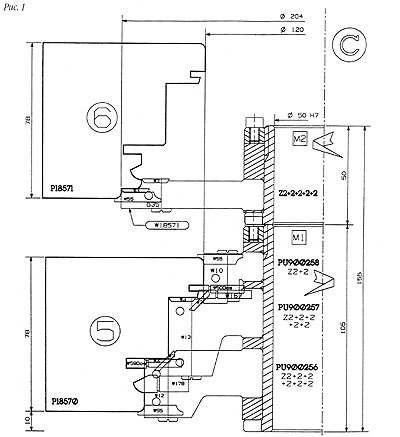
Сегодняшнее деревянное окно, отвечающее современным требованиям (технологическим, эргономическим, санитарным, строительным, экологическим, противопожарным и т. д.) – это довольно сложное изделие. Многие изготовители окон предпочитают называть их оконными системами. Справедливость такого подхода может быть продемонстрирована на примере только одного фрагмента многостраничной технической документации на изготовление окна, к примеру, так называемого «семьдесят восьмого профиля» [1], который можно видеть на рисунке 1. Основу такой системы составляет, конечно же, «оконный блок»: рама со створками.
Конструкция окна прошла многовековую эволюцию, и с тех пор, как окна стали открывающимися, необходимость точного соблюдения взаимосвязанных размеров всегда требовала от плотников высокой квалификации. Оконные мастера давно занимают в плотницкой иерархии места не ниже, чем мебельщики.
Развитие промышленности облегчило труд человека, дав ему возможность машинной обработки древесины. Но требования к точности не снизились ни на йоту, а напротив, только повышались. Так же повышались и требования к производительности. Бурный рост городов [2], развитие массовой многоэтажной застройки требовали все большего и большего количества окон. А становление буржуазии в начале XIX века [3] вызвало массовое стремление к индивидуальности строений, в том числе к их внешнему облику, во многом определяемому расположением и конфигурацией окон. Таким образом, перед изготовителями окон встала противоречивая задача: обеспечить как массовое производство окон, так и производство малых серий.
Когда закончилась вторая мировая война, Европа начала отстраиваться заново. Как и другие страны, непосредственно участвовавшие в войне, Италию этот процесс тоже не обошел стороной. Бомбардировки союзников серьезно потрепали итальянские города: к примеру, в конце войны самолеты только Британских ВВС делали по четыре вылета в день [4]. Война закончилась, и по мере того, как мирная жизнь налаживалась, в стране начался настоящий строительный бум. Строители не могли нарадоваться количеству заказов. А итальянские плотники просто сбивались с ног – во время массированных бомбардировок больше всего пострадали окна домов. Простенькие фуговальные и фрезерные станки не справлялись.
Поэтому не удивительно, что в 1947-м году предприимчивый итальянец Анджело Коломбо основал машиностроительную фабрику, главной задачей которой стало производство станков для изготовления оконных и дверных рам. С тех пор компания «Colombo» не изменяет профилю деятельности, заложенному ее создателем, и выпускает высококачественные станки для производства деревянных окон. О них и пойдет речь в этой статье.
Из небольшой фабрики производство «Colombo» выросло в крупное современное предприятие, выпускающее широкую гамму оборудования: шипорезные станки с ручным и автоматическим управлением, двусторонние шипорезные станки, профилирующие станки с ЧПУ, обрабатывающие центры с компьютерным управлением и автоматизированные линии для производства оконных и дверных блоков.
Из всего вышеперечисленного нас, в рамках данной статьи, больше всего интересуют так называемые «угловые» обрабатывающие центры с компьютерным управлением. Что значит «угловые»? Почему именно они? Сейчас разберемся.
Как мы уже убедились, профиль деревянной створки сложен. Он изобилует многочисленными пазами, необходимыми для установки стекла и/или одного или нескольких стеклопакетов, уплотнителей разной формы, алюминиевых профилей, сложной запорной фурнитуры и пр. При этом глубина и ширина пазов различна, а значит, различается величина съёма материала при их изготовлении, а стало быть, и требования к машинной обработке тоже разные. Таким образом, мы сталкиваемся с необходимостью использования достаточно большого набора инструментов. Смена рабочего инструмента на фрезерном станке занимает определенное время и не способствует увеличению производительности процесса.
Процесс изготовления составляющих деревянной оконной рамы состоит, грубо говоря, из трех этапов: формирование соединений «шип-паз», формирование наружных и внутренних профилей створок и рамы, формирование пазов под фурнитуру. Далее следуют сборка, отделка и установка остекления, но эти три операции не входят в сферу интересов компании «Коломбо», которая мудро решила сосредоточиться на своей специализации.
А она такова: объединить три вышеперечисленные базовые операции в одной точке пространства, да так, чтобы исключить необходимость частой смены рабочего инструмента и свести к минимуму пресловутый «человеческий фактор», сведя управление операциями рабочего цикла к получению управляющих сигналов от заранее запрограммированного устройства. В ходе непрерывного совершенствования конструкции (в том числе и по предложениям, поступающим от давнего российского партнера – компании «Глобал Эдж») станки получили современный вид, который мы сейчас и рассмотрим на примере станка модели АМ33 (рис. 2).
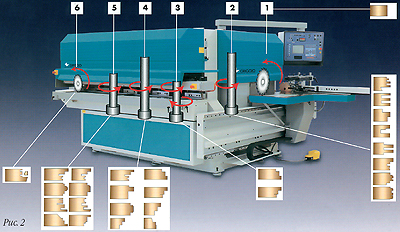
Самая главная особенность угловых центров «Colombo» – отсутствие необходимости смены инструмента для выполнения деталей сложного профиля. На тяжелой, литой, исключающей малейшие вибрации станине установлены исключительно длинные (до 620 миллиметров) двух опорные шпиндели, каждый из которых несет несколько групп рабочих инструментов.
Для того, чтобы обеспечить непрерывность цикла обработки, автоматическая подача перемещает каждую деталь окна по траектории прямого угла – отсюда и термин «угловой центр». Сначала оконная заготовка (а это, естественно, трехслойный клееный брус) зажимается на рабочем столе пневмоприжимами. Стол приходит в движение, и заготовка проходит под пилой (1), которая начисто отторцовывает ее под требуемым углом (не обязательно прямым, об этом чуть позже). Затем она движется мимо шипорезного шпинделя (2), который зарезает шип или паз требуемой конфигурации. После этого стол возвращается в исходное положение для того, чтобы оператор мог перевернуть заготовку и дать станку повторить операцию на другом торце. Дальше в работу включается система продольной подачи, и заготовка вдоль длинной стороны последовательно проходит мимо трех шпинделей, каждый из которых снабжен своей группой фрез. Антискольный реверсивный шпиндель (3) и профилирующий шпиндель (4) придают заготовке необходимую форму, а фурнитурный шпиндель окончательно формирует ее профиль, формируя пазы под фурнитуру. Завершает работу еще один пильный узел – он отрезает штапик.
Необходимо сказать несколько слов об инструменте. В ходе многовековой эволюции и совершенствования производственного процесса стало ясно, что наиболее предпочтительными для использования в производстве окон являются составные гарнитуры фрез со сменными режущими пластинами, изготовленными из твердосплавной стали. Они не требуют переточки – на затупившейся фрезе достаточно изменить положение пластин или заменить их, что также способствует минимизации «человеческого фактора».
Как мы уже говорили, высота шпинделей позволяет закреплять на них несколько групп таких фрез. Чтобы перейти с одного профиля на другой, положение шпинделя по высоте меняется под управлением компьютера, запрограммированного оператором, за пару секунд. Оператор в это время устанавливает новую деталь. Для повышения производительности можно обрабатывать две детали одновременно. Можно снабдить станок возвратным рольгангом, и тогда заготовка будет возвращаться в руки оператору.
Для получения окна треугольной, пяти- или шестиугольной или другой сложной формы рабочий стол можно поворачивать, чтобы зарезать шип под непрямым углом, до 60 градусов в каждую сторону. Российские умельцы , в частности, научились изготавливать многозвенные заготовки под арочное окно, которые после сборки достаточно «обогнать» по дуге на обычном фрезере.
Внимание, строители: опытный оператор может изготовить до 70 (!) окон в смену – это порядка трех тысяч квадратных метров остекленной поверхности в месяц. После того, как все шипы, пазы и профили сформированы, окно поступает на узел нанесения клея и на сборку, но это уже другая история.
Вернемся к станкам «Colombo»: их преимущество заключается в их универсальности: легкость перенастройки операций с помощью компьютера позволяет использовать их как для выполнения крупных партий окон с однотипными размерами, так и для изготовления окон по индивидуальным заказам.
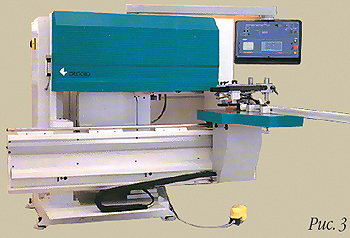
Если так надо, то для увеличения производительности «Colombo» предлагает, как вариант, «разделить» станок на две части – торцовочно-шипорезную (рис. 3) и профилирующую (рис. 4). Тогда эти операции можно производить не последовательно, а одновременно на двух станках, удваивая полезный выход.

Понятно, что профиль дверного блока значительно проще, чем оконного. Поэтому дверные блоки с легкостью можно изготавливать на этих же станках. Конечно, у двери есть филенки, которые нельзя сделать на «Colombo», но это уже отдельная тема, выходящая за рамки данной статьи.
Справедливости ради следует отметить, что, как об этом нетрудно догадаться, Анджело Коломбо не одинок во Вселенной: похожие обрабатывающие центры сегодня делают и другие итальянские компании, такие как «SAG», «Saumad», «SCM» и «Stromab», а также знаменитая немецкая фирма «Weinig». Но ни для кого из них производство станков для изготовления окон не является единственной задачей и единственной точкой концентрации конструкторской и управленческой мысли. Для тех, кого серьезно заинтересовала эта тема, здесь уже надо поднимать тему цены, которая тоже есть тема, выходящая за рамки данной статьи.
К преимуществам угловых центров «Colombo» с уверенностью можно отнести и тот факт, что их конструкция отличается исключительной надежностью. Доказать это несложно: компания «Глобал Эдж» поставляет их в Россию более десяти лет, и ни одного серьезного нарекания за это время не возникало. Единственная жалоба поступила от одного из последних заказчиков: станок работает слишком быстро, и он не успевает продавать сделанные окна…
Говоря вообще, «Colombo» изготавливает и продает по всему миру более двух сотен станков в год. Экспортные поставки отданы специалистам этого дела – известной фирме «Griggio», а в России этим занимается группа компаний «Global Edge». Так что дело Анджело (а именно так переводится заголовок этой статьи) «живет и побеждает». Российские деревообработчики могут свободно воспользоваться плодами его трудов.
Более подробную информацию вы можете, как всегда, найти на Интернет-сайте www.globaledge.ru. Также на сайте вы можете оставить запрос, по которому вам будет выслан DVD-CD-ROM с видеофильмом, наглядно демонстрирующим работу углового центра.
Литература:
[1] Tolerances generales de forme et de position suivant. Материал предоставлен фирмой «ELBE», Франция.
[2] Социальная история средневековья. Т.II.Деревня и город позднего средневековья. Под ред. Е.А.Косминского и А.Д.Удальцова. М.-Л., Госиздат, 1927.
[3]«Историография нового времени стран Европы и Америки». М., Наука: 1967.
[4] Denis Richards and Hilary Saunders. Royal Air Force 1939-1945. London.




















































