В одном из журналов "GE-NEWS" мы начали вести разговор о ножевых головках. В этой статье речь шла о том, что представляют собой ножевые головки и в чём отличие межу строгальными ножевыми головками и головками для обработки профильных поверхностей.
Сегодня речь пойдёт о кинематике процесса резания (в частности ножевыми головками).
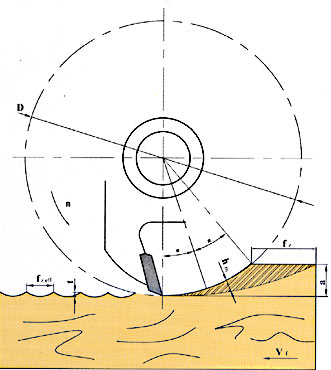
Кинематическая схема
На схеме введены следующие обозначения:
n - частота вращения инструмента
D - диаметр инструмента
vf - скорость подачи заготовки
vc - скорость резания
fz - подача на зуб
f - подача на оборот
fz eff - эффективная подача
t - шероховатость поверхности
hm - средняя толщина стружки
a - глубина резания
Под чистовой обработкой поверхности понимается шероховатость 0.003 - 0.006мм. Шероховатость поверхности -это высота микронеровностей, возникающих от удара ножа.
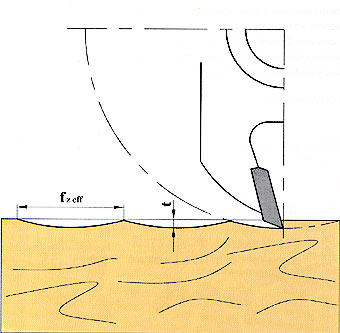
Шероховатость поверхности
Шероховатость обрабатываемой поверхности вычисляется по следующей формуле:
t = (fz)2 / (4D)
Диаметр стандартной строгальной ножевой головки, как правило, равен 125мм, к-во ножей 4. Зная диаметр инструмента и желаемую чистоту обработанной поверхности, мы можем определить подачу на зуб.
Подача на зуб - это то расстояние, которое проходит заготовка между ударами двух ножей.
fz = 2 * SQR(t * D)
fz = 2 * SQR(0.0045 * 125) = 1.5 мм/зуб.
Таким образом, для достижения желаемого результата подача на зуб должна составлять 1.5 миллиметра.
Теперь остаётся определить самое главное - с какой скоростью необходимо пропускать заготовки через станок, чтобы получить желаемое качество.
vf = fz * n * z/1000
vf = 1.5 * 6000 * 4/1000 = 36 м/мин.
Однако, в реальности обычная ножевая головка на обычном четырёхстороннем станке не даёт тех результатов, которые мы рассчитали в вышеприведённых формулах по двум причинам:
1. Гарантированный зазор между шпинделем и посадочным диаметром инструмента.
2. Погрешность заточки ножей в ножевой головке.
Для того, чтобы установить ножевую головку на шпиндель станка необходим гарантированный зазор между шпинделем и посадочным диаметром инструмента порядка 40 микрон. В противном случае инструмент будет невозможно установить на шпиндель станка.
При установке на шпиндель ось ножевой головки смещается относительно оси шпинделя. Понятно, что у такого инструмента возникнет ещё погрешность при заточке. В результате получается, что все ножи инструмента вращаются по разным окружностям и качество поверхности определяет только один нож.
В формуле для вычисления скорости подачи необходимо вводить так называемую эффективную подачу на зуб - fz eff. При использовании обычного инструмента fz eff = подаче на оборот, то есть количество ножей в ножевой головке (или к-во зубьев у фрезы) не влияют на качество обрабатываемой поверхности. При частоте вращения инструмента 6000 об/мин 4-х ножей вполне достаточно. Увеличение количества ножей не приводит к улучшению качества поверхности, но приводит к увеличению расходов на ножи.
Реально увеличить производительность станка возможно при устранении погрешности возникающей из-за зазора между шпинделем и инструментом и погрешности заточки. Данные погрешности устраняются при использовании так называемого гидро-инструмента и станков средней - тяжёлой серии.
Гидроинструмент
Одним из наиболее широко используемых гидроинструментов является гидроголовка. Гидроголовка - это ножевая головка, которая имеет камеру для закачки в неё гидрожидкости. Гидроголовка устанавливается на шпиндель станка после чего в неё закачивается гидрожидкость под давлением 300 атмосфер. При закачке гидрожидкости внутренняя полость гидроголовки расширяется, буксы обхватывают шпиндель станка и ось инструмента совмещается с осью шпинделя станка.
Фрезы устанавливаются на шпиндель станка с помощью так называемых двух зажимных гидрооправок. Гидрооправка представляет собой оправку, имеющую внутри полость - камеру для закачки гидрожидкости. На гидрооправку собираются фрезы, завинчиваются прижимной гайкой. Затем оправка устанавливается на шпиндель станка и в неё закачивается гидрожидкость. При закачке гидрожидкости внутренняя стенка оправки сжимается и обхватывает шпиндель станка, а внешняя стенка оправки расширяется внутри посадочного диаметра фрез и ось фрез совмещается с осью шпинделя.
Закачка гидрожидкости в гидроинструменты возможна только тогда, когда они полностью собраны и установлены на шпиндель станка. В противном случае высокое давление в камере инструмента может привести к его повреждению.
Станки средней -тяжелой серии
Станок средней серии - это станок, который выполнен более точно, чем станок лёгкой серии и, как правило, имеет шпинделя диаметром 50мм.
Станок тяжёлой серии - это станок с массивной станиной, поглощающей малейшие вибрации, возникающие в процессе работы. Все детали такого станка выполнены с особенно высокой точностью. Как правило, такие станки помимо шпинделей 50мм имеют гидроопоры для горизонтальных шпинделей и специальные устройства, позволяющие затачивать инструмент непосредственно на станке. Эти устройства называются ДЖОЙНСТЕРАМИ.
Погрешность заточки инструмента ликвидируется с помощью джойнстера. С помощью этого инструмента возможно не только ликвидировать погрешности заточки и дисбаланса инструмента, но также возможно несколько раз перетачивать инструмент не снимая его со станка.
При использовании гидроинструмента и станка средней или тяжёлой серии возможно увеличение производительности станка. В этом случае fz eff = подаче на зуб, т.е. на производительность станка начинает оказывать влияние количество ножей в ножевой головке (или к-во зубьев у фрезы). Станок средней серии, оснащённый гидроинструментом, способен работать на скорости 24 - 36 м/мин. На более высоких скоростях на качестве обрабатываемой поверхности начинают сказываться неточности в шпинделях станка и вибрации.
Тяжёлые станки могут работать со скоростями до 250 м/мин, но об этом мы поговорим в другой раз.




















































