
Мы много пишем о контроле влажности древесины. Как водится, мы не одиноки во вселенной. Вот мнение итальянского эксперта Паоло Лависци (по материалам журнала "XYLON"):
В обработке древесины и изделий из неё под термином "чистовая отделка" (финишная обработка) подразумеваются действия, направленные на защиту и улучшение внешнего вида поверхностей. Обе функции важны, как по эстетическим, так и по технологическим причинам, и существует основная концепция, заключающаяся в том, что защита и внешний вид взаимосвязаны: эффективная защита, как правило, улучшает внешний вид изделия, и наоборот: любое улучшение внешнего вида не будет устойчивым без адекватной защиты от физического, химического и биологического воздействия.
Рис.1
Смачиваемость дерева определяется измерением
угла контакта и его изменением во времени
Различие между ними заключается в следующем: защита - это необходимость предотвращения накопления пыли, улучшение стойкости к истиранию, минимизация гигроскопического обмена и связанного с ним изменения геометрических размеров, предотвращение изменения поверхности в результате воздействия патогенных и загрязняющих веществ, а также света. Улучшение внешнего вида относится, в основном, к субъективным показателям типа "вижу" и "чувствую", описывающим качество поверхности в терминах однородности, гладкости и отсутствия дефектов.
Качество поверхности обычно достигается последовательностью операций (для цельной древесины это, как минимум, распиловка, сушка, фрезерование, склеивание и шлифование) и выражается, как правило, в следующих параметрах:
- форма, которая должна соответствовать ожидаемому результату. Деформация, происходящая по причине высыхания/набухания частей древесины различной влажности, отклонения в структуре волокон, подъём волокон, внутренние напряжения часто приводят к серьёзным проблемам при финишной обработке. Хотя эти факторы и являются макроскопическими, они не всегда проявляются на финишном этапе.
- Гомогенность, или однородность, которая означает отсутствие неровностей и шероховатостей, волн, образующихся при распиловке, трещин, образующихся при сушке, отставаний и трещин шпона, видимых и скрытых дефектов разного рода (например, наложений краёв шпона, расслоение ДВП, наличие металлических частиц в ДСП, и т.д.) Эксперт обычно способен заметить эти дефекты невооружённым глазом, а может случиться и так, что они проявятся после нанесения финишных материалов.
- Однородность на микроскопическом уровне, включая микрошероховатости, раздробленные клетки, края которых могут подняться, "ожоги" от трения тупого инструмента, скопления пыли в порах, и т.д. Эти дефекты обычно носят местный характер и могут быть различимы под увеличительным стеклом или с помощью простых тестов (например, на смачиваемость - см. рис. 1)
Эти дефекты влияют на поведение поверхности, создавая места, где проникновение и сцепление покрытия отличаются от окружающих областей. Непоследовательность в шлифовании, т.е. пропускание одной стадии шлифования с целью ускорения процесса, также может негативно отразиться на однородности поверхности (см. пример на рис. 2).
Рис.2
Результаты полного цикла шлифования (вверху)
и цикла с пропущеной стадией (внизу). Царапины,
обозначенные стрелками, останутся на поверхности
Следовательно, подготовка поверхности и нанесение отделочных материалов, хотя и производятся в разное время, являются непосредственно связанными между собой процессами. Применяемые технологии и результаты отделки, независимо от того, будет ли это нанесение краски, лака или морилки, напрямую зависят от качества поверхности. Правильная подготовка поверхности требует совершенного знания её состояния, а именно таких её характеристик, как дефекты, пористость, шероховатость, абсорбция и прочих, относящихся к финишной обработке.
Некоторые процессы включены в Европейские стандарты (как, например, классификация фанеры по её совместимости с процессами финишной обработки, или тест на увлажнение поверхности для ДВП), в то время как другие методы используются каждой компанией индивидуально, в соответствии со своими нуждами.
Простейшие методы, такие как измерение контактного угла и его кинетического изменения (рис. 1), равно как и измерение поверхностного рН, могут дать прямо-таки бесценные результаты, если проводить их систематически. Их полезность заключается в том, что их можно использовать как контроль качества или контроль процесса достаточно часто. Более сложные методы (профилометрия, спектрометрия и т.д.) тоже, несомненно, могут дать ценную информацию, но из-за своей высокой стоимости они используются только в научно-исследовательских целях, или при судебной экспертизе.
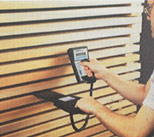
Рис.3
Использование быстрых, не разрушающих,
точных измерителей влажности древесины
позволяет использовать ее влажность в качестве параметра
при выборе изделий
Изготовители деревянной мебели часто пренебрегают контролем влажности заготовок (клеёного щита, панелей, отдельных деталей), что приводит к потере качества отделки. Все изделия из древесины, или на её основе, всегда гигроскопичны, и поэтому в них присутствует внутренний градиент влажности. Это может привести к развитию грибков или бактерий, равно как и к появлению внутренних напряжений, которые в итоге вызывают деформацию. Вдобавок, наличие в древесине "карманов" с повышенным содержанием влаги может привести к уменьшению толщины слоя некоторых покрытий за счёт их "разбавления" и создания большей проникающей способности или за счёт замедления полимеризации. И то, и другое приводит к образованию слоя неравномерной толщины, который, естественно, является более слабым и более подверженным износу.
Контроль за влажностью заготовки, таким образом, является непременным требованием, но его значение часто недооценивают. Препятствием для осуществления систематического контроля является, как правило, значительная трудоёмкость этой операции, требующая введения игл влагомера на определённую глубину. Это трудоёмкая операция, делается это медленно, поверхность при этом портится, оператор бывает не точен и т.д.
Современный рынок предлагает совершенно иные влагомеры - бесконтактные. радиочастотный принцип их действия предельно упрощает контроль - оператору достаточно прислонить влагомер к поверхности изделия и прибор мгновенно показывает его влажность в данной точке с точностью до 1%. Оператор может, не отрывая прибор от поверхности, просканировать изделие по длине и ширине за считанные секунды. С помощью специального пробника влажность можно измерять внутри штабеля заготовок.
Существуют промышленные системы контроля влажности, устанавливаемые на конвейере или в технологической линии. Они следят за тем, чтобы влажность изделий была не ниже и не выше задаваемых величин, и отбраковывают негодные заготовки, что значительно повышает эффективность производства и качество готовой продукции.
И последнее замечание, касательно общего баланса структуры. Все изделия после сборки (панели, рамы и т. д.) должны обязательно быть симметричными во всех направлениях и подвергаться тщательной проверке до начала финишных операций для того, чтобы предотвратить проявление возможных дефектов после полирования.




















































