Деревообрабатывающая отрасль в России продолжает развиваться, а вместе с ней и рынок по продаже деревообрабатывающего оборудования и инструмента. На сегодняшний день выбор инструмента огромен. Заказчик может приобрести различный инструмент для решения самых сложных задач. Некоторые деревообрабатывающие предприятия предпочитают использовать дешёвый инструмент с малым ресурсом работы. Следовательно, они покупают огромное кол-во инструмента в течение непродолжительного промежутка времени и тратят при этом не малые суммы денег, не говоря уже об аварийной остановке оборудования, постоянной переналадке станка, срыва сроков выполнения заказов и прочей головной боли. Другие предприятия приобретают дорогой, но качественный инструмент, который отрабатывает свой ресурс до конца, тем самым они исключают все неприятности, которые связаны с использованием дешёвого инструмента. Так или иначе, весь инструмент необходим для того, чтобы зарабатывать деньги с наименьшим количеством хлопот и затрат. Для того, чтобы инструмент работал как можно дольше и обеспечивал идеальное качество обрабатываемой поверхности, его необходимо обслуживать должным образом. Первое, на что необходимо обратить внимание, это своевременная и качественная заточка инструмента.
Заточка - это равномерное удаление тонкого слоя металла с режущей части инструмента. Затачивать инструмент необходимо не реже чем раз в смену или в зависимости от степени его затупления. Под затуплением инструмента понимается степень скругления его режущей кромки.Перед заточкой с инструмента обязательно должны быть удалены налипшие смола и стружка. Это необходимо делать с помощью специальной чистящей жидкости. Данная жидкость представляет собой концентрированный щелочной раствор, который необходимо разбавлять в определённой пропорции с водой. Затем инструмент опускается в ёмкость, с полученным раствором на 15-20 мин. По истечении указанного времени инструмент достают и обдувают сжатым воздухом для того, чтобы удалить оставшуюся смолу и стружку.
После очистки инструмент поступает на заточной участок, где и происходит его самая важная подготовка к дальнейшей работе. Операцию заточки должны производить опытные и высококвалифицированные специалисты, так как от этого зависит качество обрабатываемой заготовки.Многие деревообработчики, купив хороший, дорогой инструмент начинают жаловаться на качество обрабатываемой заготовки.Не разобравшись в чём дело, они собирают весь инструмент в охапку и привозят обратно в то место, где он приобретался, естественно с большим возмущением.При проверке выясняется, что инструмент работал идеально до первой заточки, а после неё вдруг появлялись следующие недостатки: "волна" на плоскости заготовки, непростроги, явные вибрации станка, биения шпинделей, дополнительные шумы при работе станков или операторы просто не могли обрабатывать изделия, к примеру, на 4-х сторонних станках, быстрее чем на 6-8 м/мин. Все эти недостатки можно исключить, правильно подготовив инструмент к работе.
Первое, на что необходимо обратить внимание это балансировка инструмента. На корпусах качественного инструмента всегда можно видеть следы балансировки.
Кроме того, все затачиваемые ножи должны быть обязательно попарно сбалансированы.Проверку можно осуществлять на обыкновенных аптечных весах: на одну чашу весов кладётся один нож, на другую его пару, то есть тот нож, который устанавливается в корпус диаметрально противоположно, при этом стрелка весов должна находится строго в вертикальном положении без всяких отклонений.Это позволит Вам избавится от вибраций станка, биения шпинделей и посторонних шумов при работе, а так же продлить срок службы оборудования.
Второе. Уделите внимание выставлению ножей в корпусе инструмента на один радиус. Существует несколько видов крепления ножей. Для примера возьмем строгальные ножевые головки.
- Существует инструмент, в котором ножи выставляются на один радиус автоматически, за счёт специальной формы ножа и ответной части прижимного клина.(Рис 1)
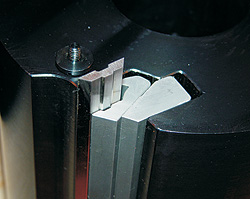
Такие ножи чаще всего бывают двухстронними, одноразовыми или с маленькой зоной переточки порядка 1,5 мм. Этот инструмент используется на производствах, не имеющих своего заточного парка станков. Да, бесспорно это очень удобно, но ресурс оставляет желать лучшего. Проработав одноразовыми ножами одну смену их можно смело выкинуть и поставить новые, а стоимость одного комплекта таких ножей, мягко говоря, немаленькая.
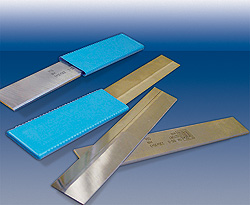
- Также есть и обыкновенные плоские ножи, с зоной переточки порядка 15 мм, которые не имеют специальных рифлений или форм.(Рис2) Выводятся эти ножи на один радиус с помощью специальных устройств.
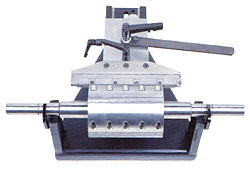
На рынке представлен большой выбор устройств для выставления ножей: это и системы упоров, и магнитные накладки, и системы индикаторного типа, а также массивные, стационарные устройства, на которых хочется остановиться подробнее. Данные устройства представляют собой литую станину, на которой установлен вал и подвижный упор.( Рис3) На валу закрепляется инструмент, а упор, двигая по линейке, можно устанавливать на заданном расстоянии от инструмента. На него и выдвигается нож из корпуса инструмента. Понятно, что такое устройство стоит недёшево, но оно и позволяет достичь наиболее точного выставления ножей.
Правильное выставление ножей в корпусе инструмента на один радиус, является главным фактором при получении идеального качества поверхности заготовки и работе станка на больших скоростях подачи заготовки.
Третье. При заточке инструмента, ни в коем случае не допускается изменение первоначальной геометрии инструмента. Имеется ввиду, изменение передних, задних и боковых углов. В этом случае, работа такими фрезами становится вообще невозможной.
Четвёртое. На качество заточки во многом влияет правильный подбор абразивных инструментов.
Поверхность заточных кругов образована множеством кристаллов. При движении абразивного круга по поверхности режущей части инструмента происходит микросьём металла и таким образом происходит заточка.
Режущие части инструмента изготавливают из различных материалов: лигированные стали, быстрорежущие стали, твёрдые сплавы и синтетичесий алмаз.
Для заточки вышеперечисленных материалов применяют различные заточные круги.
Черновая заточка или "обдирка" режущих частей инструмента из лигированных и быстрорежущих сталей осуществляется с помощью обыкновенных абразивных кругов. Чистовая заточка или "доводка" производится кругами из эльбора.
Заточку твёрдых сплавов из-за сложной обработки производят алмазными кругами.
Сложность обработки заключается в том, что твёрдый сплав имеет большую хрупкость и малую теплопроводность. Алмаз же обладает хорошей теплопроводностью и сопротивляемостью к стиранию.
Алмазный инструмент перетачивают на электроэрозионных станках.
Пятое. Большая часть руководителей деревообрабатывающих компаний в России сталкивается с проблемой где взять квалифицированные кадры, которые смогли обеспечить нормальную работу оборудования и качественное обслуживание инструмента.
Крупные компании, занимающиеся продажей деревообрабатывающего оборудования и инструмента, имеют свои сервисные центры. Здесь любой желающий может осуществить заточку, проверку и ремонт инструмента, а так же пройти обучение. Обучение состоит не только в теоретической части, но и в практической. Большая часть занятий проводится непосредственно у станков, где люди своими руками производят заточку инструмента или переналадку различных типов деревообрабатывающих станков.
За последние несколько лет, российский рынок качественно изменился во всех отраслях. Эти изменения коснулись и деревообработки. На предприятиях стали появляться новые станки и целые автоматизированные комплексы, которые позволяют создавать высокопроизводительные и практически безотходные производства. Раньше обслуживание такого оборудования было сильно затруднено из-за отсутствия в стране элементарных запасных частей.
На сегодняшний день ситуация в корне меняется. Солидные и уважающие своих заказчиков компании предоставляют комплекс услуг по ремонту оборудования, расширяют складской ассортимент запасных частей и инструмента. Одним словом создают все условия для нормальной, бесперебойной, а главное прибыльной работы деревообрабатывающих производств.




















































