
О линиях торцевого сращивания мы начали писать достаточно давно – впервые они стали темой номера в выпуске GE-News № 2 (21) за 1999 год. Что же изменилось за прошедшие три года? Чем порадовали нас разработчики систем СКМ?
В данном случае мы можем продемонстрировать образцовый пример хорошо налаженной обратной связи. Тесное и практически ежедневное взаимодействие Службы технической поддержки «Глобал Эдж» и конструкторского отдела СКМ позволил учесть реальное большинство требований отечественных заказчиков к конструкции самих линий сращивания, надёжности отдельных узлов и эргономичности систем в целом.
Одно из основных достижений последнего года – это значительное расширение модельного ряда. О главной новинке - линии «бесконечного» сращивания вы прочтёте на развороте этого номера, а здесь мы рассмотрим две другие модели: FJ-17 и FL-10A.
FJ-17 – это усовершенствованная модель 15-й серии, занимающая промежуточное положение между FJ-15 и FL-12. В ней присутствует автоматическая шипорезная группа с автоматической же подачей, причём клеенаносящее устройство из отдельно стоящего агрегата превратилось в узел шипореза FC-58.
Пресс FA-05 двухзонный, т.е. в первой зоне осуществляется набор ламели, а во второй – прессование. Эта линия более удобна в управлении. Она сочетает в себе такие черты, как быстрая и лёгкая подача заготовок, линейная направляющая стола обеспечивает отличную прямизну собранной ламели, шипорезная группа обеспечивает оптимальное соотношение цены и качества. В итоге, эффективность, качество и надёжность сращивания сочетаются с экономичностью, которую так приветствуют отечественные производители: FJ-17 примерно на 40% экономичнее FL-12-й модели.
FL-10A – автоматическая линия. С другой стороны – это упрощённая модель FL-12. Приняв во внимание тот факт, что во многих районах нашей необъятной страны древесина обладает большим количеством сучков, а стало быть средний размер заготовки не превышает 300-350 миллиметров и надобность в рабочей длине до 1 метра отпадает, разработчики уменьшили габариты шипорезной группы до рабочей длины заготовки в 700 миллиметров, получив в результате компактную, лёгкую в установке и обслуживании систему.
Другим «новшеством» (опять же по многочисленным заявкам) стал отказ от микропроцессорного управления с сенсорным экраном компьютера (и вправду недопустимый «hi-tech» для районов с таким энергоснабжением, где трёхфазное напряжение «гуляет» от 280 до 440 вольт, «обнуляя» или просто выводя из строя даже самые терпеливые микропроцессоры,) в пользу аналогового управления.
Линия может поставляться как с двухзонным, так и с однозонным прессом, что ещё больше расширяет возможности по экономии средств, затрачиваемых на приобретение оборудования.
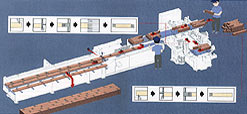
Для FJ-17
1. Начальная загрузка заготовок
2. Заготовки загружаются на подающий рольганг (производится общая проверка)
3. Заготовки подаются на левый шипорез
4. Шипорез FC-21 производит подрезку, торцовку и формирует микрошип на левом торце заготовок
5. Заготовки находятся в режиме ожидания (производится контроль качества)
6. Оператор подаёт заготовки на правый шипорез
7. Шипорез FC-22 производит подрезку, торцовку и формирует микрошип на левом торце заготовок, после чего на него наносится клей
8. Заготовки подаются на рольганг (производится контроль качества)
9. Оператор подаёт заготовки на подающий конвейер
10. Заготовки подаются вперёд до упора и происходит их отрезка по длине
11. Производится сборка ламели из заготовок
12. Выталкивание ламели из пресса и вылёживание готовых ламелей
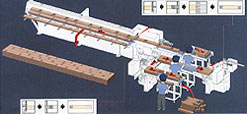
Для FL-10A
1. Начальная загрузка заготовок
2. Автоматическая подача и выравнивание заготовок по правому торцу
3. Шипорез FC-32S производит подрезку, торцовку и формирует микрошип на правом торце заготовок
4. Заготовки автоматически транспортируются к левостороннему шипорезу, происходит автоматическое выравнивание их по левому торцу
5. Шипорез FC-32S производит подрезку, торцовку, формирует микрошип и наносит клей на правом торце заготовок
6. Заготовки транспортируются на рольганг
7. Заготовки выкладываются на конвейер автоподачи (производится контроль качества)
8. Заготовки автоматически подаются на участок предварительной сборки
9. Заготовки подаются на участок пошаговой отрезки по длине
10. Производится сборки ламели из заготовок
11. Готовые ламели подаются на платформу для вылёживания




















































