Уже никто не спорит с тем фактом, что на отечественном рынке, как и во всём мире, деревянные окна по популярности значительно превосходят своих пластиковых конкурентов в силу вполне очевидных причин – стоимость, качество и экологическая привлекательность. Поэтому всё больше людей, причём не только деревообработчиков, но и строителей, и тех, кто просто стремится заработать, грамотно вложив свои деньги, интересуются тем, что нужно для того, чтобы сделать окно.
Об исходном материале – клееном брусе и особенностях его изготовления мы много писали в предыдущих номерах GE-News. Сейчас речь пойдёт о том, что с ним делать дальше.
Современное производство деревянных окон (мы имеем в виду, естественно, окна «европейского» качества, как бы это слово ни набило оскомину) немыслимо без хорошего оборудования. В этом материале мы хотим рассказать о лучших , с нашей точки зрения, станках, имеющихся на сегодняшний день на рынке импортного деревообрабатывающего оборудования.
Первый шаг в этой технологической цепочке – калибровка бруса. Для этой цели вполне подойдёт недорогой шестишпиндельный фрезерно-калёвочный станок LMC-623C (рис. 1). После этого брус поступает на участок торцовки, где нарезается на заготовки нужного размера на полуавтоматическом станке CFS-18 (рис. 3). Далее заготовке необходимо придать требуемый профиль. В зависимости от желания и возможностей заказчика, а также с учётом требований к производительности производства, для этой цели можно порекомендовать разные станки.


На обложке этого номера изображён АМ65 - “самый старший” член семейства деревообрабатывающих станков, предназначенный для промышленного высокопроизводительного изготовления окон, но наш рассказ мы начнём с самого скромного представителя этого семейства – станка TS3200 (рис. 2). Это недорогой фрезерно-шиповальный станок, на котором установлена ещё и пара пил – форматная и подрезная. Он подходит для небольших производств, где особенно ценится универсальность оборудования. В этом смысле дополнительное удобство представляет то, что пильная группа может наклоняться на угол до 45 градусов. Ну а при изготовлении окон её удобно использовать для чистовой торцовки перед зарезанием шипа.


Полезная длина шпинделя 180 миллиметров и его вертикальный ход в 200 миллиметров позволяют устанавливать на него группы фрез, необходимые для зарезания шипов и обгонки профиля створок окна, а размеры рабочего стола позволяют легко выполнить обгонку окна после сборки и, если потребуется, то и наружного профиля коробки.
Для достижения хорошего качества поверхности и исключения вырывов и сколов материала станок может быть дополнительно оснащён системой равномерной протяжки заготовки с помощью приводных роликов.
К его недостаткам можно причислить необходимость смены инструмента каждый раз, когда вы переходите от изготовления шипа к изготовлению внутреннего и наружного профиля створки, и ещё каждый раз, когда вы переходите к внутреннему и наружному профилю коробки, и опять, когда вы приступаете к изготовлению импоста (центральной стойки оконной рамы). Это влияет на производительность самым очевидным образом, но для малого бизнеса этот станок более чем применим.
Следующий, более видный член семьи, это – станок Т270/Р (рис. 4). Хотя у него тоже только один шпиндель с вертикальным ходом в 200 мм, но его длина уже 270 мм. Главное – подача детали последовательно проводит её через шипорезную, а затем через профилирующую группу фрез, пусть они и собраны на одном шпинделе. Это - основной принцип угловых центров, за что они, собственно, и получили своё название. Станок снабжён числовым программным управлением (его компьютер хранит в памяти 16 программ) и может использоваться в полуавтоматическом режиме, особенно если воспользоваться опцией, предоставляемой производителем, и установить автоматическую подачу на шипорезный участок. Имеется также торцовочная пила на шипорезном участке и пила отрезки штапика в конце профилирующего участка. По производительности он значительно превосходит предыдущую модель.

Рис.5
Далее в семействе идут два старших брата – GAM22 и GAM33 (рис. 5 и 6). Как видно на рисунке 6, это – многошпиндельные автоматические угловые центры с числовым программным управлением, предназначенные для высокопроизводительного (а, стало быть, и прибыльного) бизнеса. Шипорезный и два профилирующих шпинделя могут иметь длину до 620 и ход до 550 мм, что позволяет устанавливать на них самую широкую гамму фрез для изготовления окна практически любого профиля. Отличие между ними в том, что GAM33 имеет три шпинделя профилирующей группы (антискольный, собственно профилирующий и фурнитурный), большую длину шпинделей и, соответственно, больше возможностей программирования. Его рабочий стол имеет возможность поворота детали на угол до 45 градусов, что позволяет изготавливать окна арочного профиля. Полностью автоматическая подача и возможность запрограммировать изготовление деталей партиями дают возможность изготавливать свыше восьмидесяти окон в смену.
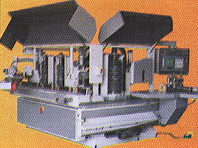
Рис.6
Кстати, для того, чтобы поднять производительность ещё выше, станки могут изготавливаться в «раздельном исполнении», то есть шипорезная группа отдельно и профилирующая группа отдельно.
Продолжая разговор о производительности, «запредельных высот» можно добиться использованием двусторонних шипорезов, изготавливающих шип сразу с двух концов детали. Тогда профиль створки и рамы делается на четырёхстороннем фрезерно-калёвочном станке, а обгонка наружного профиля окна производится опять-таки на двустороннем шипорезе.
После того, как все части окна изготовлены, они поступают на сборку. Для этой цели служит сборочная вайма GS-3 (рис. 7). После сборки и зачистки выступившего клея, створка или рама снова отправляется на угловой центр для обгонки внешнего профиля.
При желании в технологическую цепочку можно добавить ленточный шлифовальный станок для подготовки поверхности к покраске.

Рис.7
Лакокрасочный участок SANFORD состоит из подвесного конвейера, двух лакокрасочных камер с водяными завесами и оборудования для тоннельной сушки (корпус сушки изготавливает сам заказчик).
Последний этап изготовления окна – сборочный стенд с приспособлением для установки фурнитуры. Там в раму на силиконовый герметик устанавливается стеклопакет и закрепляется штапик. Осталось упаковать окно и отправить заказчику.
Глядя на всё семейство в сборе, можно подытожить, что технологии современной деревообрабатывающей промышленности насытили рынок разнообразием моделей на любой вкус, размер и карман и тот, кто решил наладить производство окон, имеет большую свободу выбора.




















































