Наши постоянные подписчики, наверное, помнят статью "Фрезерование древесины: процесс и диагноз ошибок", опубликованную в GE-News выпуска июля-августа 1998 года. Желающим можем её выслать, т.к. в архиве нашего интернет-сайта globaledge.ru её пока нет. Она была посвящена дефектам, возникающим при четырёхсторонней обработке древесины на фрезерно-калёвочных станках, и методам их устранения.
Сегодня мы хотим вернуться к этой теме на более высоком уровне. Тогда речь шла об обычных ножевых головках, которые мы продолжаем поставлять. Однако сегодня, в связи с возросшими требованиями к качеству обработки поверхностей на более высоких скоростях подачи, мы предлагаем нашим заказчикам принципиально иной тип ножевых головок, а именно с гидравлическим зажимом.
Обычная ножевая головка просто насаживается на шпиндель и зажимается гайкой противовращением. Такие головки могут устанавливаться на любые типы станков, но при этом качество обрабатываемой поверхности и скорость подачи ограничены по той простой причине, что для того, чтобы насадить ножевую головку на шпиндель, между ними должен иметься зазор, величина которого составляет до 0,05 мм. Именно этот зазор является причиной неизбежного отклонения ножей от оптимального диаметра резания при вращении, и, как следствие, мы имеем то, что, несмотря на то, что в работе находятся все ножи, лишь один из них (максимально удалённый от оси вращения) определяет качество обрабатываемой поверхности.
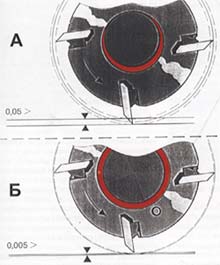
A - обычная ножевая головка
Б - гидроголовка
И если вы хотите рассчитать шаг резания, то в показателе "число ножей" необходимо брать в расчёт только один нож. Поэтому на таких головках и дополнительные ножи ненамного уменьшают шаг резания и, соответственно, ненамного улучшают качество обрабатываемой поверхности. Уменьшить шаг резания можно уменьшением скорости подачи, что означает, что хорошего качества с применением обычных ножевых головок можно добиться только при небольших скоростях подачи, т.е. от 8 до 12 м/мин. Для достижения большей производительности без потери качества мы рекомендуем ножевую головку с гидрозажимом. Впервые разработанная немецкой компанией "Вайниг", эта система теперь широко применяется во всём мире. В ней ножевая головка зажимается на шпинделе не механически, а гидравлически, равномерно со всех сторон. Камеры и каналы в головке заполнены жировой смазкой. С помощью смазочного шприца давление в каналах поднимается до 300 атмосфер, и за счёт этого стенки камеры раздвигаются, и ножевая головка оказывается зажатой на шпинделе без зазора и строго отцентрованной. Чтобы снять головку достаточно снизить давление, и она снимается легко и свободно. Интересно, что на шпинделе заточного станка, в отличие от обычной головки, зажим и положение гидроголовки оказываются такими же, как и на самом фрезерно-калёвочном станке, т.е. благодаря гидравлическому зажиму становится возможной передача точности заточки инструмента на заточном станке на фрезерно-калёвочный станок. Таким образом, гидроголовка не имеет установочного зазора. Благодаря этому остаётся только разница в установке ножей, которая, как правило, не превышает 0,002 - 0,005 мм по диаметру резания (рис. 2).
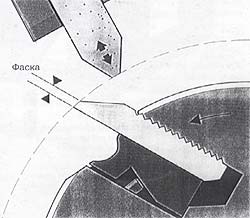
Прифуговывание
Но даже эта незначительная разница означает то же самое - качество обрабатываемой поверхности определяет только один нож.
Чтобы окончательно разделаться с этим недостатком и расположить все ножи строго на диаметре резания, опытные деревообработчики применяют операцию прифуговывания ("джойнтинга"), т.е. с помощью специального узла подтачивают инструмент уже непосредственно "на шпинделе", когда ножевая головка уже установлена на станке. Подводя заточной камень на незначительную величину при рабочих оборотах шпинделя, они удаляют остаточное отклонение ножей.
Для применения системы прифуговывания необходимо выполнение следующих условий:
- тяжёлая конструкция станины (в идеале - литая);
- мощные шпиндели;
- оптимальное число оборотов шпинделей.
В прошлом номере GE-News мы знакомили читателей с семейством станков "Лидермак", полностью удовлетворяющем этим требованиям.
Если прифуговывание повторять достаточно часто (т.е. с малым количеством съёма материала), это будет положительно сказываться на стойкости инструмента. Однако, необходимо следить за тем, чтобы размер фаски, который с количеством переточек будет неизбежно расти, не превышал определённой ширины, а именно для твёрдых пород древесины 0,7 мм, а для мягких - 0,5 мм. Рекомендации по выбору заточных камней для прифуговывания ножей, выполненных из различных марок стали, мы опубликуем в одном из следующих номеров.




















































